Как проверить и определить микротрещину в гбц
Содержание:
- Типичные места образования трещин в ГБЦ
- Микротрещины
- Как можно проверить?
- Ремонт дефектов
- Диагностика неисправностей и ремонт головки блока цилиндров
- Проверка головки цилиндра на наличие трещин
- Заделываем трещины в головке и блоке двигателя электросваркой
- Лечение анальных трещин – только к проктологу
- Как заделать поврежденные места
- Как заделать трещину в блоке цилиндров
- Как отремонтировать трещину
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Микротрещины
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой.
Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
- Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах.
- Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри.
- Если прокладка под головкой прогорела сильно то жидкость идет в цилиндр, сквозь поршень жидкость просачивается в блок двигателя и попадает в масло, признак, масло становится цвета белой эмульсии и увеличивается в объеме.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит.
Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится.
Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов).
- Поставил отремонтированную головку и кипение прекратилось.
- Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил).
- Спросил у него давно головку менял, говорит, на днях. Рассказал я ему историю этой головки. Визуально в этой головке я так и не нашел микротрещины, и в каком она месте так и не понял.
- Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар.
Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол. Это так и осталось загадкой, почему не проникал тосол в масло сквозь поршни, думаю его очень мало поступало в цилиндры, в основном давление продавливало воздух в головку и совсем капли засасывало в цилиндры.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.
- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть. Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
- После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Заваривание трещин головки
Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой. Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
Расскажу сначала про микротрещину в головке, а ниже про микротрещину в цилиндре.
Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах. Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри. Если прокладка под головкой прогорела сильно то жидкость идет в цилиндр, сквозь поршень жидкость просачивается в блок двигателя и попадает в масло, признак, масло становится цвета белой эмульсии и увеличивается в объеме.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит. Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится. Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов). Поставил отремонтированную головку и кипение прекратилось. Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил). Спросил у него давно головку менял, говорит, на днях. Рассказал я ему историю этой головки. Визуально в этой головке я так и не нашел микротрещины, и в каком она месте так и не понял.
Фото. Микротрещина в головке
Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
Фото. Головка от Нивы сразу с двумя микротрещинами
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар. Признак этих микротрещин в этой Ниве был такой, второй и третий цилиндры троили, на малых оборотах, уходил тосол и вылетал через глушитель, также шли пузыри в радиатор, но в масло тосол не шел. Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол. Это так и осталось загадкой, почему не проникал тосол в масло сквозь поршни, думаю его очень мало поступало в цилиндры, в основном давление продавливало воздух в головку и совсем капли засасывало в цилиндры.
Диагностика неисправностей и ремонт головки блока цилиндров
В процессе эксплуатации, головка блока испытывает большие нагрузки. Это и механическое воздействие деталей, и высокие температуры, образуемые в камере сгорания. Чаще всего, все неисправности сводятся к тому, что двигатель перестает развивать требуемую мощность и начинает работать неустойчиво. Если регулировка механизмов, имеющих к этому отношению, не дают должного эффекта, значит, самое время провести ремонт головки блока цилиндров.
Диагностика неисправностей начинается с внешнего осмотра газораспределительного механизма, а также корпуса головки. На ней недолжно быть все возможных трещин, сколов и прочих дефектов.
Кстати о трещинах. Это самая страшная неисправность ГБЦ. Она может образоваться в результате воздействия больших температур. Чаще всего, это происходит из-за частых перегревов двигателя. Вначале, это будет микротрещина, которая постепенно будет разрастаться. О ее присутствии будет говорить наличие в охлаждающей жидкости остатков масла и появление соответствующих пузырей в бачке. Трещина в блоке нарушит герметизацию клапанного механизма, что приведет к ослаблению посадки многих деталей. Как следствие, снижение мощности двигателя, падение компрессии и т п. Ремонт блока с трещиной, как и с любыми другими механическими повреждениями не допустим, поэтому его подвергают замене.
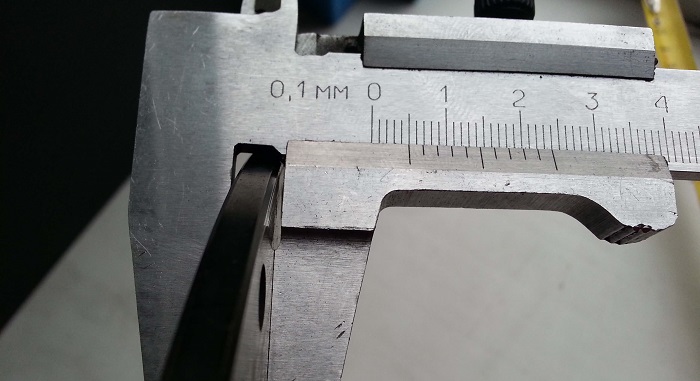
При снятии ГБЦ проверяют нижнюю плоскость соединения с блоком цилиндров. Для этого, к ней прикладывается специальная линейка по диагонали всей длины ГБЦ. Контроль зазоров выполняется с помощью измерительного щупа. Нормой измерений можно считать зазор, не превышающий 0,06 миллиметров. Если эта величина больше, то плоскость подвергают шлифовке.
Проверка износа шеек опоры кулачкового вала и его подшипников выполняется с помощью микрометра. Результаты измерений необходимо сравнить с нормами, которые допустимы именно для вашей модели двигателя. Если имеются определенные отклонения, то, исходя из значений, принимается решение о способе ремонта.
Состояние таких деталей, как коромысла, седла и рычаги определяется с помощью внешнего осмотра. В том случае, когда фаска «утоплена», но стержень, при этом, находится в порядке, то ее нужно обработать. После этого, клапан можно применять снова.
Всевозможные внешние дефекты в виде царапин, заусенцев и т п. устраняются при помощи шлифовки. Данная процедура, прежде всего, касается тех мест, где необходима герметизация соединений.
Данная процедура выполняется при обнаружении серьезных повреждений корпуса ГБЦ. Как было сказано ранее, к ним относятся различные трещины и отломившееся части. Помимо этого, замена потребуется в случае, когда отклонения величины зазоров от нормы значительно превышают допустимые значения и в любых других случаях, когда невозможно провести ремонт.
Вместе с новой головкой, необходимо сразу подвергать замене прокладку ГБЦ, а также прокладку ее крышки. Данные элементы всегда заменяются новыми при установке новой головки.
Чтобы провести замену, необходимо отсоединить все части, которые препятствуют демонтажу ГБЦ. Ими могут быть – инжектор, карбюратор, впускные и выпускные коллекторы, механизмы распределения зажигания (свечи, бронепровода, трамблер), элементы системы охлаждения (патрубки), а также различные штекера и датчики. После этого демонтируют ремень или цепь привода газораспределительного механизма. На некоторых моделях двигателей еще и бензонасос.
После этого, откручивают гайки крепления крышки головки и снимают саму крышку. После этого, вы можете принимать решение по снятию головки блока. Допускаются варианты, когда разборка клапанного механизма и демонтаж распределительного вала производится после снятия ГБЦ или до его снятия. В первом случае, выполнить эту процедуру намного легче, потому что есть ряд деталей, открутить которые можно только с помощью надежной фиксации ГБЦ.
После полной разборки и снятия ГБЦ устанавливают новую деталь. Ее можно выполнять как с установленным на нем механизмом газораспределения, так и с перестановкой старых деталей на новую головку. В последнем случае, необходимо будет провести регулировку и подгонку клапанов, а также прочих элементов.
После установки ГБЦ, все снятые элементы устанавливаются в обратной последовательности. После этого, необходимо будет провести регулировку угла опережения зажигания и газораспределительного механизма.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Существуют разновидности данного метода, так, к примеру, некоторые не погружают «голову» в ванну, а просто наливают воду в нее, после чего подают воздух под давлением.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Лечение анальных трещин – только к проктологу
Многие больные пытаются исцелиться народными способами. Методы варьируются от ванночек с ромашкой и пчелиного меда до окуривания дымом от сожженных копыт. К сожалению, вылечиться с помощью народной медицины практически невозможно. Трещины окончательно не заживают, поэтому через некоторое время после небольших погрешностей в диете или при длительном нахождении в сидячем положении возникают снова.
Примочки и смазывания бывают даже вредны. Многие снадобья при втирании в анальную область вызывают воспалительные процессы, инфицирование и могут привести к гнойному или язвенно-некротическому проктиту – тяжёлому воспалению прямой кишки. Попадание инфекции в параректальную клетчатку вызывает парапроктит. В этих случаях придется долго лечиться или делать операцию.
Лечение, предлагаемое современной медициной, направлено на снятие боли, спазма, нормализацию стула и заживление дефекта. Для этого назначаются антибактериальные, противогрибковые, противовоспалительные и спазмолитические препараты. После снятия острых симптомов показаны ранозаживляющие препараты.
При выраженной боли и спазмах назначается перианальная блокада – введение местных анестетиков в область дефекта. Методика на долгое время устраняет болевой синдром. После введения обезболивающих врач может провести осмотр и необходимые процедуры, а пациент – безболезненно ходить в туалет.
Параллельно лечат сопутствующие болезни. Неприятные ощущения возле ануса пройдут только после комплексной терапии и устранения всех имеющихся патологий этой локализации. Консервативная терапия позволяет добиться успеха при свежих трещинах в 70% случаев. Хронические дефекты лечатся гораздо хуже.
Длительность терапии составляет 2-6 недель. Если дефект не затягивается, приходится проводить его хирургическое иссечение.
Поэтому при первых симптомах, указывающих на возможное возникновение заболевания, нужно сразу обращаться в клинику. Свежие формы лечатся гораздо быстрее и лучше запущенных.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Читать дальше: Какое масло в акпп фольксваген туарег
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки

Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани

Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
-
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Как отремонтировать трещину
Способ, который следует использовать для устранения проблемы, зависит от размера предполагаемой трещины. Если она слишком велика, разумнее будет провести замену блока, а не ремонтировать его.

Сварка
Это самый доступный и популярный метод для устранения трещин. Однако сам процесс достаточно сложный: необходимо чётко соблюдать технологию, иначе в процессе работы двигателя швы могут разойтись.
Для начала нужно засверлить концы трещины на блоке цилиндров. Это делается для того, чтобы избежать возможного увеличения размеров трещины. Проводить сварку и дальнейшую шлифовку нужно под прямым углом (90 градусов).
Теперь можно приступать непосредственно к сварке. Разогрейте блок цилиндров до 650 градусов по Цельсию, а затем пи помощи флюса и присадочного чугунно-медного прута наложите сплошной шов. Остывание детали должно проводиться в специальном термошкафу.
Внимание! Ни в коем случае не охлаждайте деталь резко, иначе шов может разорваться. Сваривание можно проводить и без разогревания детали, но для этого придётся использовать электрическую сварку медные электроды в жестяной обёртке. После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом
Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов
После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом. Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов
Сваривание можно проводить и без разогревания детали, но для этого придётся использовать электрическую сварку медные электроды в жестяной обёртке. После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом. Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов.

Наложение эпоксида и стеклоткани
Это самый простой способ устранения трещин. Заключается он в нанесении поверх повреждённого участка дополнительного слоя из эпоксидной пасты и стеклоткани.
Перед началом работ обязательно обезжирьте участок, чтобы составы лучше приклеились, иначе трещина может снова открыться через некоторое время. Затем по очереди уложите несколько слоёв пасты и столько же стеклоткани
Обратите внимание на то, что в последнюю очередь должен лечь слой эпоксида
Метод SEAL-LOCK
Этот современный метод считается самым трудоёмким, но при этом и наиболее удобным. Для его применения не нужно вытаскивать сам двигатель, все манипуляции производятся без демонтажа. Суть технологии в заполнении найденных трещин мягким металлом.
- Сначала локализуйте повреждения и засверлите трещину с краёв.
- Затем просверлите отверстия поперёк, чтобы вставить в них скобы, которые будут стягивать края отверстия. Размер скоб подберите в соответствии с параметрами просверленных дырок.
- Теперь нужно просверлить отверстие между установленными скобами, а затем нарезать конусную резьбу с помощью особого метчика.
- Обработайте полученное отверстие, чтобы убрать окисную плёнку.
- Закрутите заглушку в виде конуса в получившееся отверстие с резьбой.
- Теперь нужно подпилить лишнюю часть заглушки, которая торчит над блоком цилиндров. Затем докрутите заглушку посильнее, чтобы подпиленная часть сломалась.
- Зашлифуйте оставшуюся выступающую часть.
- Начните выпиливать следующее отверстие так, чтобы оно немного перекрывало предыдущее с заглушкой. Продолжайте делать заглушки, пока ими не заполнится вся трещина.
- Получившийся шов из заглушек дополнительно спрессуйте, чтобы разрыв зафиксировался максимально надёжно.
Обнаружить и устранить трещины в цилиндре не так трудно, как кажется. Самый простой способ в домашних условиях — это вариант с нанесением эпоксида и стеклоткани. Он не займет много времени и сил, а также прост если чините машину самостоятельно.