Общая характеристика деталей шатунно-поршневой группы двс и характерные износы (дефекты)
Содержание:
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает
А после того как шатун остынет, изменить положение пальца не получится
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Заказ и стоимость пальцев
Стоимость изготовления пальцев для спецтехники зависит от:
- Назначение пальца — это влияет на выбор материала и дополнительные обработки;
- Наличия чертежа, образца или эскиза;
- Количества деталей в партии.
Отдельно отметим, что при повторном обращении цена может быть ниже, поскольку у нас уже будет вся проектная документация.
осуществляет полный цикл изготовления деталей: от разработки чертежа и производства прототипа до нанесения защитных покрытий и пленок. Мы можем гарантировать точность обработки изделий на каждом этапе.
Для уточнения подробностей сотрудничества обращайтесь к менеджерам «ФЕРРОПОЛИС». Это можно сделать по телефону или отправить запрос через форму на сайте. В обоих случаях вы получите квалифицированную консультацию и предварительный расчет стоимости вашего заказа.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.

Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
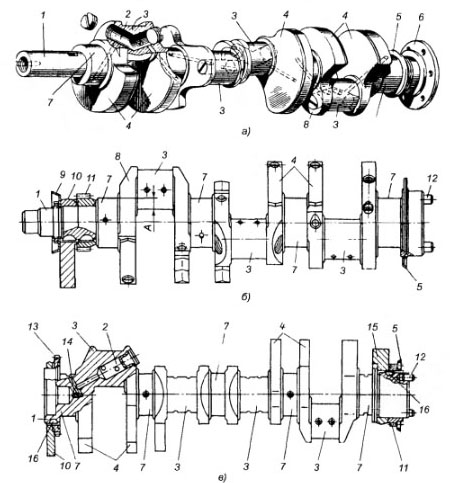
Форма коленчатого вала
Форма коленчатого вала определяется числом и расположением цилиндров, порядком работы и тактностъю двигателя. В большинстве случаев применяют полноопорные коленчатые валы, т.к. каждая шатунная шейка расположена между коренными. Для повышения износостойкости поверхностный слой коренных и шатунных шеек подвергают закалке на глубину 3—4 мм с нагревом ТВЧ. После термической обработки шейки валов, проводят шлифование шеек и полируют. Для повышения жесткости и надежности коленчатых валов применяют перекрытие шеек. Перед капитальным ремонтом двигателя проводят исследование дефектов коленчатого вала. После чего составляют технологическую последовательность ремонта по устранению дефектов коленчатого вала.
|
|
Плавающий палец
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы могут проворачиваться как в бобышках поршня, так и в верхней головке шатуна. Это обеспечивает уменьшение износа плавающего пальца к его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца.
Алко с непосредственным распылива-нием топлива, закрытыми форсунками и топливными насосами золотникового типа. Поршень алюминиевый, с плавающим пальцем. Цилиндровый блок и фундаментная рама отлиты из чугуна.
Шатун штампован из углеродистой стали, стержень шатуна двутаврового сечения имеет две неразъемные одинаковые головки на обоих концах, в которые запрессованы бронзовые втулки. Шатуны двигателя попарно соединены при помощи плавающих пальцев с разъемной головкой компрессорного шатуна.
Бывают случаи, когда пробки наволакивают свой материал на цилиндр в виде полос, а проволочный стопор выскакивает из канавки. Поэтому сейчас замечается тенденция к замене плавающего пальца закрепленным в шатунной головке ( фиг. ЗИС-5), хотя следует предпочесть применение плавающего пальца ( см. также стр.
|
Форма сечения поршневых колец. |
Плавающие пальцы имеют преимущество перед закрепленными, так как более равномерно изнашиваются по всей рабочей поверхности. Следует отметить, что в холодном состоянии плавающий палец ставится в поршень с небольшим натягом, который по мере нагревания поршня исчезает.
Шатуны с разъемной нижней головкой, снабженной вкладышем с баббитовой заливкой. Крейцкопфная головка шатуна — вильчатая, снабжена плавающим пальцем. Крейцкопф — цилиндрический, с отъемными чугунными башмаками. Корпус крейцкопфа выполнен из двух частей.
Конец двухколенчатого штампованного стального вала, опирающегося на подшипники качения ( шариковые или роликовые), через сальник выведен наружу. На валу закреплены шатуны, верхние головки которых плавающим пальцем соединены с поршнем. В верхней части блока цилиндров расположены клапанная доска с нагнетательными и всасывающими клапанами.
Если же это невозможно ( или нецелесообразно), следует применить плавающий палец.
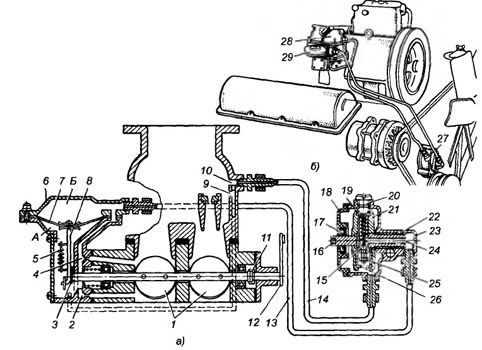
В корпусе 15 насоса вставлен стакан 14 с эксцентричной расточкой. В четыре продольные прорези ротора свободно вставлены пластины 13, опирающиеся на плавающий палец 2 и внутреннюю поверхность расточки стакана.
Шатун штампованный из углеродистой стали, стержень шатуна двутаврового сечения имеет две неразъемные одинаковые головки на обоих концах, в которые запрессованы бронзовые втулки. Шатуны двигателя попарно соединены с разъемной шатунной головкой компрессорного шатуна при помощи плавающих пальцев.
|
Конструктивно-кинематическая схема петлите-лей машины 6-го класса. |
Пространственный четырехзвенный механизм с кинематической парой 2-го класса, образованный полым цилиндром и пальцем со сферической головкой, встречается в кинематической цепи механизма поперечного перемещения иглы машины ПМЗ для пришивки пуговиц 27-го класса. Этот механизм имеет звенья 4 и 6 ( рис. 51); первое из них представляет собой коромысло с полым цилиндром, совершающее колебательное движение вокруг горизонтальной неподвижной оси, а второе — коромысло 6, увенчанное плавающим пальцем, сферическая головка которого охватывается цилиндром. Плавающий палец образует с коромыслом 6 цилиндрическую кинематическую пару 4-го класса.
Leo-Mason › Блог › Поршневой палец
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня. Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам. На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы. Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня. Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца. В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется. Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня. поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается. Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня. В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня. Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны. При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом. Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
Поршневые кольца
Поршневые кольца обеспечивают плотное подвижное соединение поршня с цилиндром. Они предотвращают прорыв газов из надпоршневой полости в картер и попадание масла в камеру сгорания. Различают компрессионные и маслосъемные кольца.
Компрессионные кольца (два или три) устанавливают в верхние канавки поршня. Они имеют разрез, называемый замком, и поэтому могут пружинить. В свободном состоянии диаметр кольца должен быть несколько больше диаметра цилиндра. При введении в цилиндр такого кольца в сжатом состоянии оно создает плотное соединение. Для того чтобы обеспечить возможность расширения установленного в цилиндре кольца при нагревании, в замке должен быть зазор 0,2…0,4 мм. С целью обеспечения хорошей приработки компрессионных колец к цилиндрам часто применяют кольца с конусной наружной поверхностью, а также скручивающиеся кольца с фаской на кромке с внутренней или наружной стороны. Благодаря наличию фаски такие кольца при установке в цилиндр перекашиваются в сечении, плотно прилегая к стенкам канавок на поршне.
Маслосъемные кольца (одно или два) удаляют масло со стенок цилиндра, не позволяя ему попадать в камеру сгорания. Они располагаются на поршне под компрессионными кольцами. Обычно маслосъемные кольца имеют кольцевую канавку на наружной цилиндрической поверхности и радиальные сквозные прорези для отвода масла, которое по ним проходит к дренажным отверстиям в поршне (см. рис. а). Кроме маслосъемных колец с прорезями для отвода масла используются составные кольца с осевыми и радиальными расширителями.
Для предотвращения утечки газов из камеры сгорания в картер через замки поршневых колец необходимо следить за тем, чтобы замки соседних колец не располагались на одной прямой.
Поршневые кольца работают в сложных условиях. Они подвергаются воздействию высоких температур, а смазывание их наружных поверхностей, перемещающихся с большой скоростью по зеркалу цилиндра, недостаточно. Поэтому к материалу для поршневых колец предъявляются высокие требования. Чаще всего для их изготовления применяют высокосортный легированный чугун. Верхние компрессионные кольца, работающие в наиболее тяжелых условиях, обычно покрывают с наружной стороны пористым хромом. Составные маслосъемные кольца изготавливают из легированной стали.
Диагностика и контроль
Диагностика износа соединения пальцев с головкой шатуна и бобышками поршня ведется по стукам и шумам. Прослушивают мембранным или электронным стетоскопом стуки в зоне верхней части цилиндра (характерный звук высокого тока).
Контроль размеров пальца ведётся микрометром или скобами. Контролируется наружный диаметр в двух плоскостях, овальность и конусность. Твердость поверхности поршневых пальцев контролируется по Роквеллу, обычно выборочно на линиях завода-изготовителя. Контроль по массе для избежания неравномерности ведётся при сборке для всей поршневой группе в сборе.
О чем свидетельствует стук пальцев при разгоне?
Само определение «стук пальцев» в корне неверно. Дело в том, что посторонние шумы не являются признаком стука самих пальцев. Характерный звук появляется в результате возникновения ударной волны взорвавшегося топлива о стенки цилиндров. В нормальном состоянии горючая смесь воспламеняется равномерно. Начинается взрывное сгорание топливной смеси возле свечи и после равномерно распространяется в различные стороны. Как правило, скорость распространения ее составляет 20-30 м/с. При детонации обогащенная смесь взрывается сразу после попадания в камеру сгорания. Взрывная волна начинает распространяться и сталкивается со стенками цилиндра на огромной скорости. В результате этих столкновений и появляется характерный шум. При хаотичном движении элементов сгорания в топливе повышается температура стенок цилиндров. При постоянной работе в таком режиме возникает дополнительная нагрузка на все элементы. Игнорирование данной проблемы может привести к следующим проблемам:
- Искривлению блока цилиндров;
- Деформации поршня;
- Повреждению клапана и шатунов.
Здесь важно понимать, что игнорирование стука пальцев может привести к дорогостоящему ремонту. Поэтому не стоит запускать проблему, иначе необходимость капитального ремонта возникнет быстрее, чем ожидалось
Что скажут металурги
Так как деталь работает в невыносимых условиях, то к металлам, для его изготовления, предъявляются достаточно жесткие требования:
- для уменьшения инерционных нагрузок у материала должен бить малый удельный вес при достаточной прочности;
- малый коэффициент температурного расширения;
- сохранение физических свойств (прочность) при повышенных температурах;
- значительная теплопроводность и теплоёмкость;
- минимальный коэффициент трения в паре с материалом стенки цилиндра;
- значительная сопротивляемость износу;
- отсутствие усталостного разрушения материала под воздействием нагрузок;
- низкая цена, общедоступность и легкость механической и других видов обработки в процессе производства.
Понятно, что металла, полностью соответствующего перечисленным требованиям, просто не существует.
Поэтому для массовых автомобильных двигателей поршни изготавливаются в основном из двух материалов – чугуна и сплавов алюминия, а если быть точным, то из силуминовых сплавов, содержащих алюминий и кремний.
Чугунный вариант
У чугуна много плюсов, он твёрд, хорошо переносит повышенные температуры, отличается оптимальной сопротивляемостью к износу, имеет низкий коэффициент трения (пара чугун – чугун). И коэффициент температурного расширения у него ниже чем у алюминиевого поршня.
Но есть и недостатки: низкая теплопроводность, из-за чего температура днища у чугунного поршня больше чем у алюминиевого аналога.
Но основной недостаток чугуна ‒ значительная плотность, а значит вес. Для увеличения мощности и эффективности двигателя конструкторы обычно повышают обороты, но тяжелые чугунные поршни не позволяют это делать по причине высоких инерционных нагрузок.
Поэтому для современных автомобильных двигателей, как бензиновых, так и дизельных, отливают алюминиевые поршни.
Алюминиевый вариант
Алюминий имеет значительно меньший вес нежели чугун, но так как он мягче, толщину стенок поршня приходится увеличивать, в результате вес поршня становится легче всего лишь на 30 – 40 процентов по отношению к чугунному.
Коме того у алюминия повышенный температурный коэффициент расширения, поэтому в тело детали приходится вплавлять термостабилизирующие пластины из стали, и делать увеличенные зазоры.
У алюминия довольно малый коэффициент трения (пара: алюминий – чугун), что хорошо для работы алюминиевых поршней в двигателях с чугунным блоком цилиндров или чугунными гильзами.
А чтобы уменьшить трение в паре алюминий – алюминий, проводится железнение поверхности юбки. Таким образом отказ от чугунных гильз намного снижает вес блока цилиндров.
В кремнеалюминиевые сплавы, из которых делают поршни основной массы автомобильных двигателей, для улучшения показателей добавляют медь, никель и другие металлы.
Поршни серийных автомобилей производятся методом литья, а на форсированных двигателях применяют изделия, изготовленные методом горячей штамповки. Это улучшает структуру материала ‒ увеличивается прочность и устойчивость к износу. Правда, в штампованный вариант невозможно вмонтировать стальные терморегулирующие пластины.
Вот пожалуй и всё. Вами получен необходимый минимум знаний, как выглядит поршень, его конструкции и условиях работы.
Осталось поделится этой информацией с друзьями в соц.сетях, пригласить их на рюмочку чая и в домашней, непринужденной обстановке пригласить их пополнить ряды читателей нашего блога.
А еще вам будет интересно знать про Шатун и Коленчатый вал. Дерзайте, жмите на ссылку!
До новых встреч, друзья!
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность. Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца. Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна. Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Фото
Подробнее о технологии Разработана технология повышения износостойкости поршневых пальцев, служащих осью в шарнирном соединении поршня с шатуном, в автомобильных, тракторных двигателях, поршневых компрессорах и других устройствах. Вследствие изменения величины и направления давления поршневой палец прилегает попеременно то к одним, то к другим сторонам отверстий в бобышках поршня. При этом он перемещается на расстояние, равное величине зазора в направлении действия давления (плавающий палец). Рабочая поверхность поршневых пальцев функционирует в условиях трения металл по металлу в условиях смазки. Основной механизм износа поршневых пальцев – усталостные разрушения.
Примеры применения финишного плазменного упрочнения на практике
Услуги Применение Оборудование
В качестве материала для поршневых пальцев применяют стали 45, 45ХА с последующей их закалкой на глубину 1-1,5 мм, стали 15Х, 15 с последующей цементацией и закалкой на глубину 0,5-1,5 мм. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC 58-65 при твердости сердцевины не менее HRC 32-40. Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементируемых сталей 12Х2Н4А и12ХНЗА,15ХМА и др. Параметр шероховатости поверхности поршневых пальцев Ra должен быть не более 0,16 мкм.
С целью максимального повышения износостойкости поршневых пальцев, уменьшения шума, достижения максимально возможной долговечности двигателя предлагается использовать технологию ФПУ с нанесением на наружную поверхность поршневых пальцев тонкопленочного алмазоподобного покрытия.
ФПУ обеспечивает повышенные трибологические характеристики – износостойкость и минимальный коэффициент трения, а также является эффективным методом повышения усталостной прочности.
Монтаж и демонтаж поршневых колец
Проведите тщательную очистку бывшего в употреблении поршня от прилипшей грязи
Обращайте внимание особенно на то, чтобы кольцевые канавки были свободны от масляного нагара и грязи. Прочистите при необходимости отверстия для обратного стока масла с помощью сверла или другого подходящего для этого инструмента
Обращайте внимание на то, чтобы не повредить боковые поверхности канавки при удалении из них масляного нагара. У нижней боковой поверхности канавки речь идёт об уплотняющей поверхности
При эксплуатации повреждения из-за царапин могут повлечь за собой чрезмерный расход масла или усиленный прорыв газов из камеры сгорания в картер двигателя.
Для монтажа и демонтажа поршневых колец непременно используйте специальные щипцы для ихустановки. Другие вспомогательные средства, как, напр., петли из провода или отвёртки повреждают и поршневое кольцо и поршень.
Никогда не натягивайте кольца рукой (исключение: маслосъёмные поршневые кольца со стальными пластинками). Существует не только опасность излома кольца, его деформации и растяжения, но и риск получить ранение от острых краев кольца, если оно разломается.
Быстрое надевание поршневого кольца рукой без того, чтобы его сломать, доказывает, правда, ловкость механика, повреждает, тем не менее, поршневое кольцо в большинстве случаев уже при монтаже.
Рис. 3
Монтажный набор для поршневых колец
Никогда не натягивайте кольца на поршень показанным способом (рис. 1). Если кольцо деформируется и больше не лежит ровно в канавке, то оно больше не вращается в этой канавке, изнашивается только с одной стороны или не совсем достаточно уплотняет. Тем не менее, дело обстоитхуже, если с колец с молибденовым покрытием слой молибдена сходит или надламывается. Если потеря скользящего слоя не происходит уже при монтаже, то это случается самое позднее при обкаткедвигателя. Скользящий слой отделяется и повреждает поршень и поверхность цилиндра. Поршень заедает в диаметре цилиндра, потому что горячие отработавшие газы продуваются между поршнем и стенкой цилиндра. Оторвавшиеся частички повреждают поршень и рабочие поверхности цилиндра.
Избегайте излишнего снятия и надевания поршневых колец. При каждом монтаже кольца немного деформируются. Не снимайте кольца с уже ранее собранных поршней снова, чтобы, например, ихзаново измерить. Соблюдайте последовательность монтажа колец. Сначала монтируется маслосъёмное поршневое кольцо, затем второе, после него — первое компрессионные поршневые кольца
Обращайте внимание при монтаже на маркировку. «Тор» означает, что эта сторона должна указывать наверх, к камере сгорания
Если Вы не уверены, или нет маркировки «Тор», тогда вставляйте кольцо с надписью наверх. «Тор» не значит, что речь идёт о первом компрессионном поршневом кольце.
Рис. 2
Проверьте, могут ли кольца свободно прокручиваться (вращаться) в кольцевых канавках.
Проверьте, исчезаетли полностью кольцо по всей длине окружности в кольцевой канавке, т.е., рабочая поверхность кольца не должна выходить за пределы юбки поршня
Это важно, так как при недостаточном зазоре на дне канавки(неправильное кольцо или нагар на дне канавки) работа кольца не гарантирована
При монтаже маслосъёмных поршневых колец, состоящих из двух частей, всегда обращайте внимание на положение спирального витого пружинного расширителя (рис. 6)
Концы расширителя всегда должны быть расположены напротив стыка поршневого кольца.
Рис. 6
У состоящих из трёх частей колец правильное положение пружины-расширителя является обязательным для выполнения функции удаления масляной плёнки (рис. 1 и 2). В любом случае перед монтажом проверьте также у поршня с уже вставленными кольцами положение пружины-расширителя. Во время транспортировки концы пружины находятся в ненатянутом состоянии и могут находить друг на друга. Обе цветных маркировки на концах пружины должны быть видны (рис. 3). Если они не видны, то концы пружины перекрываются внахлёстку и кольцо не функционирует. Все стыки маслосъёмного поршневого кольца, состоящего из трёх частей (обе стальные пластины и пружина-расширитель), должны вставляться смещёнными на 120° по отношению друг к другу.
Сместите стыки поршневого кольца готового для монтажа поршня таким образом, чтобы они лежали примерно 120° по отношению друг к другу. Они помогают поршню и, соответственно, кольцам при первом запуске двигателя. Причина: при первом запуске двигателя сжатие несколько ниже, так как поршневые кольца ещё не приработались. При помощи смещения стыковых концов по отношению друг к другу можно помешать тому, чтобы при первом пуске двигателя слишком много газов просачивалось из камеры сгорания в картер двигателя и, вследствие этого, двигатель плохо заводился.














