Какой блок двигателя лучше алюминиевый или чугунный
Содержание:
ALUSIL®-paбочие поверхности цилиндров
При методе ALUSIL весь блок цилиндров состоит из заэвтектического алюминиево-кремниевого сплава. Для такого заэвтектического сплава характерно повышенное содержание кремния; у наиболее часто применяемого ALUSIL- сплава (AISi17Cu4Mg) содержание кремния — 17%.
В противоположность заэвтектическому сплаву, эвтектический алюминиево-кремниевый сплав содержит только 12-13 % кремния. При такой доле кремния степень насыщения алюминия достигнута. Более высокая доля кремния приводит к тому, что при застывании расплава образуются первичные кристаллы кремния. Это означает, что та часть кремния, которая из-за насыщения алюминия кремнием не может войти в соединение с алюминием,выкристаллизовывается и откладывается среди (насыщенного) алюминиево-кремниевого сплава (эвтектика). Для облегчения выкристаллизования кремния в расплав добавляется небольшое количество фосфора. Кристаллы кремния растут вокруг гетерогенного алюминиево-фосфидного зародыша. Величина кристаллов кремния находится в пределах от 20 до 70 |jm. Данные первичные кристаллы кремния, соответствующим образом обработанные и раскрытые, без дополнительного армирования, образуют устойчивую к износу внутреннюю поверхность цилиндра для поршня и поршневых колец. Изображение 1: речь идёт о съёмке прозрачной плёнкой1 — здесь показана с увеличением окончательно обработанная АШЗИ-рабочая поверхность цилиндра (механическое шлифование для раскрытия). Отчётливо видны раскрытые кристаллы, выпукло лежащие в кристаллической решётке алюминия. Кристаллы кремния вырастают тем больше, чем дольше длится процесс застывания. Благодаря различной скорости охлаждения в блоке цилиндров в нижней части цилиндров образуются несколько большие кристаллы кремния, чем в верхней части, которая, в силу конструкционных особенностей, быстрее охлаждается. На изображении 2 показана трёхмерная картина шероховатости одной окончательно обработанной .
|
Изображение 1 |
|
Изображение 2 |
0axfilm — тонкая прозрачная плёнка для прямой съёмки структур поверхностей.
На изображении 3 представлены различия строения между доэвтектическим, эвтектическим и заэвтектическим алюминиево-кремниевыми сплавами
Из-за гомогенного распределения первичного кремния во всей отливке получаются в целом худшие свойства обрабатываемости со снятием стружки и меньшая стойкость инструментов, чем у стандартных алюминиевых сплавов. Меньшая скорость резания увеличивает к тому же время обработки, что негативно влияет на производственный такт выпуска.
Данная проблема при обработке может быть решена применением режущих инструментов (PKD), оснащённых алмазами. Только для изготовления отверстий в цельном материале и при нарезании резьбы не имеется инструментов, оснащённых алмазами.
Обработка рабочих поверхностей цилиндров подробно описана, начиная от главы 3.3 под названием «Обработка алюминиевых рабочих поверхностей цилиндров».
Изображения 3
а) эвтектический
б) доэвтектический с зернистой структурой
в) доэвтектический с улучшенной структурой
г) заэвтектический
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Конструкция блока цилиндров двигателя
Блоки цилиндров имеют различные конструкции и конфигурацию разной степени сложности. Блок может быть рядным, с последовательным расположением цилиндров , V-образным с разным углом развала цилиндров или даже состоящим из двух V-образных блоков, как например у Bugatti Veyron EB 16.4. Существуют конструкции блоков с углом развала цилиндров в 180 градусов, для так называемых оппозитных двигателей, таких, как у Subaru.
Cуществуют блоки типа «VR». В них цилиндры расположены в шахматном порядке, последовательно, но в то же время с наклоном в одну из двух сторон, как у V-образного мотора. Такой синтез двух разновидностей в одном блоке позволяет улучшить его охлаждение и поднять мощность при небольшом объеме. Такая технология используется в современных двигателях компания Volkswagen. Многие владельцы автомобилей Passat, Corrado, Golf, Vento, Jetta, Sharan даже не догадываются, что у них VR-образный двигатель, так как блок прикрыт общей головкой и скомпонован так, что наклон цилиндров не бросается в глаза.
Чем больше цилиндров в блоке — тем больше вес мотора. Поэтому количество цилиндров двигателя — ограниченная величина
При отливке в блоке цилиндров предусматривают каналы для циркуляции охлаждающей жидкости и подачи масла. Сверху на блок цилиндров крепится головка блока, снизу присоединяется поддон картера. Помимо этого блок цилиндров служит основой для подсоединения КПП и всего навесного оборудования: генератора, стартера, карбюратора, и прочего.

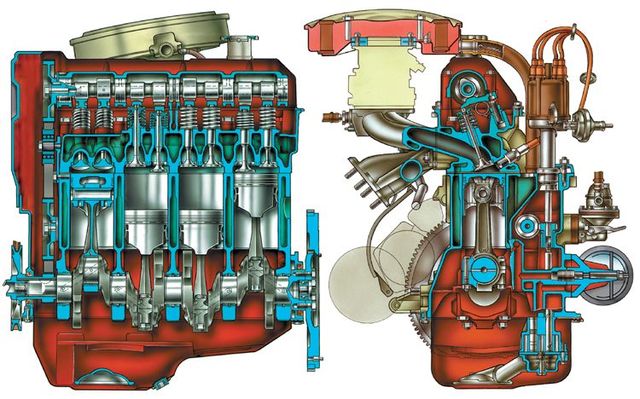
Блок цилиндров, поршень.
Описанная конструкция двигателя с отдельными блоком и головкой результат длительной эволюции. Ранее блоку отводилось больше функций и то, что сегодня находится в головке блока, было расположено в нем самом. В относительно недавно выпускавшихся двигателях в блоке располагался распределительный вал, а в более ранних конструкциях там же находился и клапанный механизмам. Головка блока цилиндров в так называемых нижнеклапанных моторах выполняла простую роль крышки с отверстиями для свечей зажигания.
При установке головки цилиндров соблюдать следующие указания:
- Поставить новые прокладки. Они различны как для двигателей так и для головок цилиндров. Прокладка левой головки цилиндров со стороны цепного привода имеет 3 отверстия, а прокладка правой головки цилиндров — 2.
- Болты крепления головки цилиндров длиной 165 мм одновременно служат и для крепления корпусов подшипников распределительного вала.
Установить головку цилиндров (предварительно одев выпускной трубопровод на шпильки крепления) на два установочных штифта на блоке цилиндров.
Смазать резьбу болтов крепления головки цилиндров и завернуть болты. При замене болтов проверить соответствие их длины.
Затянуть болты крепления головки цилиндров в соответствии с порядком затяжки, показанном на рисунке, при помощи ключа 116 589 001 300. Первоначальный момент затяжки 30 Нм.
Новые болты затянуть моментом 50 Нм.
Окончательную затяжку болтов крепления головки цилиндров произвести через 10 мин моментом 50 Нм.
Дальнейшие работы выполнять в обратной снятию последовательности. Установить выпускной трубопровод и полностью закрепить
Установить звездочку вместе с цепью привода на распределительный вал, обратив внимание на совпадение меток на звездочке и цепи. Затянуть болт крепления звездочки моментом 100 Нм
удерживая распределительный вал от проворачивания.
В автомобилях с регулируемой подвеской колес предварительно установить детали крепления гидросистемы подвески.
Материал для блока цилиндров
На сегодняшний день изготавливают чугунные, алюминиевые и магниевые блоки цилиндров с добавлением различных сплавов.
Выбор материала обусловлен присущими ему свойствами. Например, блок из чугуна самый прочный, более пригоден для форсирования, и менее других чувствителен к перегреву.
Блоки из магниевого сплава сочетают в себе твердость чугуна и легкость алюминия, но так как магний редок и дорог, он применяется в основном для автоспорта. Как ни удивительно, из авиационного магниевого сплава МЛ-5 был выполнен картер мотор «Запорожца», на который ставились чугунные или алюминиевые цилиндры.
Блоки из алюминия отличаются малым весом и хорошей способностью к охлаждению, но требуют усиления стенок цилиндров. Если в алюминиевый цилиндр вставить поршня из стали или чугуна, стенки очень быстро износятся. Применить алюминий для изготовления поршней также нельзя, так как они сразу же прикипят к зеркалу цилиндра, и двигатель заклинит.
Блоки цилиндров некоторых моделей BMW не поддаются капремонту, потому что внутренние стенки цилиндров покрыты невозобновляемым составом — Никасилом
По этим причинам алюминиевые блоки на первом этапе их применения оснащали «мокрыми» гильзами из серого чугуна. Однако слабо закрепленные «мокрые» гильзы из чугуна быстро разбивали алюминиевый блок, поэтому он плохо переносил форсировку и был чувствителен к перегреву.
На смену «мокрым» гильзам пришли тонкостенные «сухие» гильзы. Подобная технология предусматривает запрессовку тонкостенных чугунных или композитных гильз в тело блока, где они сидят «как влитые».
Перед снятием головки цилиндров обратить внимание на следующее:
- Головку цилиндров снимать только на холодном двигателе.
- Головка цилиндров для восьмицилиндровых двигателей имеет отличную конструкцию от головок цилиндров, выпущенных после 1978 года для тех же двигателей.
- При повреждениях привалочной плоскости гоповки цилиндров ее можно профрезеровать.
- Каждая головка цилиндров фиксируется на блоке цилиндров двумя установочными штифтами и крепится 18 болтами, по 6 болтов на каждый цилиндр.
- Прокладка головки цилиндров 3.5 и 4.5 литровых двигателей отличаются друг от друга диаметром отверстия цилиндров. Кроме того, конструкция прокладок изменялась в течение года, поэтому при покупке прокладки обязательно указывайте номер двигателя.
- В процессе эксплуатации подтягивание болтов крепления головки цилиндров не требуется.
- Крепление головки цилиндров производится только на холодном двигателе.
- Резьба болтов крепления головки цилиндров покрыта слоем никеля: во избежание повреждения резьбы в блоке при замене использовать только такие болты.
- Для защиты резьбы рекомендуется использовать пасту «Helicoil».
- Снятие и установку головки цилиндров можно выполнять на двигателе, установленном на автомобиле.
- Капот автомобиля поставить в вертикальное положение как при снятии двигателя.
- Отсоединить провода от аккумуляторной батареи.
- Слить охлаждающую жидкость из системы охлаждения, отвернув сливные пробки с левой и правой стороны блока цилиндров.
- Снять топливные трубки.
- Отвернуть болты крепления выпускных трубопроводов на обоих головках цилиндров.
- Повернуть коленчатый вал двигателя до ВМТ в 1-м цилиндре. При этом метка на торцевой стороне поверхности блока цилиндров и нулевая отметка на шкиве должны совпасть как показано на рисунке.
- В автомобилях с регулируемой подвеской колес отвернуть четыре болта крепления насоса гидросистемы подвески, снять насос вместе со шлангами и отвести в сторону. Снять детали привода гидросистемы.
- Краской нанести метки на звездочки распределительных валов и цепь привода, даже если снимается только одна головка цилиндров.
- Отвернуть болт крепления звездочки на распределительном валу, удерживая распределительный вал в средней части от проворачивания ключом в средней части или между зубьями звездочки и цепью привода поставить стопор соответствующей формы. Болт крепления до конца не отворачивать.
- Снять звездочку с распределительного вала, при необходимости, легкими ударами молотка с пластмассовой рабочей поверхностью, затем отвернуть болт крепления звездочки. Во избежание соскакивания цепи с других звездочек цепь закрепить.
Шестой движок — описание технических характеристик
Основные технические характеристики мотора:
- Блок 2106 цилиндров изготовлен из чугуна.
- Питание производится по карбюраторной схеме.
- Тип мотора — бензиновый, рядный.
- Число цилиндров в блоке равно 4.
- Каждый цилиндр диаметром 79 мм оборудован двумя клапанами.
- Величина хода поршня равна 80 мм.
- Степень сжатия движка равна 8,5 атмосфер.
- Мощность двигателя ВАЗ 2106 — 75 лс.
- Обороты равны 5400 об/мин.
- Величина крутящего момента 116 Нм.
- Рекомендуемое топливо — АИ 92.
- Вес двигателя ВАЗ 2106 в сборе равен 121 кг.
- Замена масла в двигателе ВАЗ 2106 — требуемое количество 3,5 литров.
- Виды рекомендованных марок моторного масла:10w-40,5w-40, 15w-40, 5w-30.
- Тюнинг ВАЗ 2106 — лошадиный равен 200.
Каждая инженерная доработка привела к значительному улучшению конструкции, о чем свидетельствует представленная характеристика двигателя ВАЗ 2106.
Торговые марки
В зависимости от объема ваших заказов в месяц, мы предлагаем нашим клиентам следующие цены:
Опт 1. – при заказах от 70 000 до 170 000 руб. Опт 2. – при заказах от 170 000 до 400 000 руб. Опт 3. – при заказах от 400 000 руб. Опт 4. – VIP цена по индивидуальным контрактам. Розница – Цена при розничной продаже и маленьких единичных покупках.
Все цены указаны с НДС в рублях РФ. Вам видны цены в соответствии с Вашим уровнем доступа.
169 008.00 руб. Наличие на складах: под заказ (1-3 дня)Бренд
ЯМЗ
Производитель
ЯМЗ
Вес (Масса)
375.000 кг
Блок цилиндров ЯМЗ 238-1002012-Д заменил блоки 238-1002012-Г3 и 238-1002012-В5.
Как выполняется расточка блока цилиндров?
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
Расточка и гильзовка блока цилиндров
После появления дефектов и выработки на стенках применяют расточку цилиндров. Со стенок снимается металл определенной толщины, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Число расточек ограничено, так как объем постепенно увеличивается, а прочность снижается.
После максимального числа расточек применяют гильзовку. Это сложный процесс, который можно сделать только при наличии специального оборудования. «Мокрые» гильзы поменять намного легче, даже в полевых условиях. Если установлены «сухие» гильзы или это монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а новая гильза охлаждается. Так достигается наиболее плотная и точная посадка.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия.Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Конструкция детали: что входит в ГБЦ
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
Прайс-лист
Цены действительны с 1 апреля 2021 года
Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
300 руб. |
380 руб. |
470 руб. |
|
Замена свечного отверстия |
шт. |
710 руб. |
1 050 руб. |
1 100 руб. |
|
Замена МСК |
шт. |
65 руб. |
65 руб. |
65 руб. |
|
Замена стаканов форсунок ЯМЗ-238 |
шт. |
— |
660 руб. |
660 руб. |
|
Замена стаканов форсунок ЯМЗ-236 |
шт. |
— |
660 руб. |
660 руб. |
|
Снятие патрубков |
шт. |
150 руб. |
200 руб. |
225 руб. |
|
Шлифовка фаски клапана с очисткой |
шт. |
110 руб. |
130 руб. |
165 руб. |
|
Шлифовка торца клапана |
шт. |
66 руб. |
110 руб. |
110 руб. |
|
Фрезеровка ГБЦ по плоскости с форкамерами |
цил. |
700 руб. |
— |
— |
|
Фрезеровка ГБЦ съем более 0.4 мм |
цил. |
330 руб. |
860 руб. |
860 руб. |
|
Фрезеровка ГБЦ паралл. дизель |
цил. |
250 руб. |
660 руб. |
660 руб. |
|
Фрезеровка ГБЦ паралл. бензин AL |
цил. |
250 руб. |
420 руб. |
550 руб. |
|
Установка форсунок дизеля |
шт. |
110 руб. |
200 руб. |
200 руб. |
|
Установка термоиндикатора |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
550 руб. |
550 руб. |
|
Снятие форсунок дизеля |
шт. |
165 руб. |
270 руб. |
300 руб. |
|
Ремонт резьбового отверстия |
шт. |
550 руб. |
880 руб. |
1 100 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
880 руб. |
990 руб. |
1 100 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
550/220 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
45 руб. |
55 руб. |
65 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
165 руб. |
165 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
165 руб. |
220 руб. |
220 руб. |
|
Замена седла без обработки |
шт. |
440 руб. |
550 руб. |
770 руб. |
|
Замена седла с обработкой |
шт. |
550 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки с разворачиванием под клапан |
шт. |
130 руб. |
220 руб. |
220 руб. |
|
Замена заглушек |
шт. |
330 руб. |
440 руб. |
550 руб. |
|
Дефектовка клапана |
шт. |
55 руб. |
75 руб. |
180 руб. |
|
Выворачивание шпилек |
шт. |
55 руб. |
55 руб. |
55 руб. |
Опрессовка головки блока
|
Наименование услуги |
Ед. изм. |
Цена, руб. |
|---|---|---|
|
А-01 |
цил. |
3 080 руб. |
|
А-41 |
цил. |
3 080 руб. |
|
ВАЗ |
цил. |
1 320 руб. |
|
ГАЗ |
цил. |
1 650 руб. |
|
Д-160 |
цил. |
2 750 руб. |
|
Д-65 |
цил. |
1 650 руб. |
|
ЗиЛ |
цил. |
1 650 руб. |
|
ЗМЗ-402 |
цил. |
1 320 руб. |
|
ЗМЗ-405 |
цил. |
1 320 руб. |
|
ЗМЗ-406 |
цил. |
1 320 руб. |
|
ЗМЗ-407 |
цил. |
1 320 руб. |
|
КаМАЗ |
шт. |
1 100 руб. |
|
ММЗ-245 |
цил. |
1 650 руб. |
|
СМД |
цил. |
1 650 руб. |
|
Тракторные и их аналоги |
цил. |
1 650 руб. |
|
ЯМЗ-236 |
цил. |
3 080 руб. |
|
ЯМЗ-238 |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (общие) |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (раздельные) |
шт. |
1 100 руб. |
|
ЯМЗ-840 |
шт. |
1 100 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Замена стакана форсунки ЯМЗ-650 |
шт. |
— |
— |
1 650 руб. |
|
Установка резьбовой втулки |
шт. |
330 руб. |
420 руб. |
485 руб. |
|
Замена МСК |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Снятие патрубков |
шт. |
200 руб. |
255 руб. |
300 руб. |
|
Шлифовка фаски клапана с чисткой |
шт. |
165 руб. |
165 руб. |
220 руб. |
|
Шлифовка торца клапана |
шт. |
80 руб. |
90 руб. |
100 руб. |
|
Фрезеровка чугун |
цил. |
660 руб. |
770 руб. |
970 руб. |
|
Фрезеровка AL |
цил. |
550 руб. |
750 руб. |
970 руб. |
|
Установка термоиндикатора |
шт. |
155 руб. |
155 руб. |
155 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
660 руб. |
770 руб. |
|
Проверка вакуум-тестером сопряжения «седло-клапан» |
шт. |
45 руб. |
45 руб. |
45 руб. |
|
Ремонт свечного отверстия |
шт. |
1000 руб. |
1000 руб. |
— |
|
Ремонт резьбового отверстия |
шт. |
450 руб. |
500 руб. |
550 руб. |
|
Разворачивание направляющей втулки |
шт. |
110 руб. |
110 руб. |
135 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
550 руб. |
660/220 руб. |
880 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
330 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
80 руб. |
110 руб. |
110 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
155 руб. |
155 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
200 руб. |
220 руб. |
255 руб. |
|
Замена седла с обработкой |
шт. |
1 100 руб. |
1 210 руб. |
1 430 руб. |
|
Замена седла без обработки |
шт. |
880 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки |
шт. |
220 руб. |
330 руб. |
330 руб. |
|
Замена заглушек |
шт. |
600 руб. |
825 руб. |
940 руб. |
|
Доработка направляющей втулки |
шт. |
220 руб. |
165 руб. |
275 руб. |
|
Дефектовка клапана |
шт. |
80 руб. |
90 руб. |
90 руб. |
|
Выворачивание шпилек |
шт. |
300 руб. |
300 руб. |
330 руб. |
Опрессовка головок блока цилиндров
|
ГБЦ двигателя |
Единица измерения |
Легковые,руб. |
Грузовые,руб. |
|---|---|---|---|
|
Теплообменник |
шт. |
1 100 руб. |
2 200 руб. |
|
ГБЦ 4-6 цил. (рядные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (крупногабаритные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (чугун) |
цил. |
650 руб. |
1 100 руб. |
|
ГБЦ (алюминий) |
цил. |
550 руб. |
1 100 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
Схема проезда